






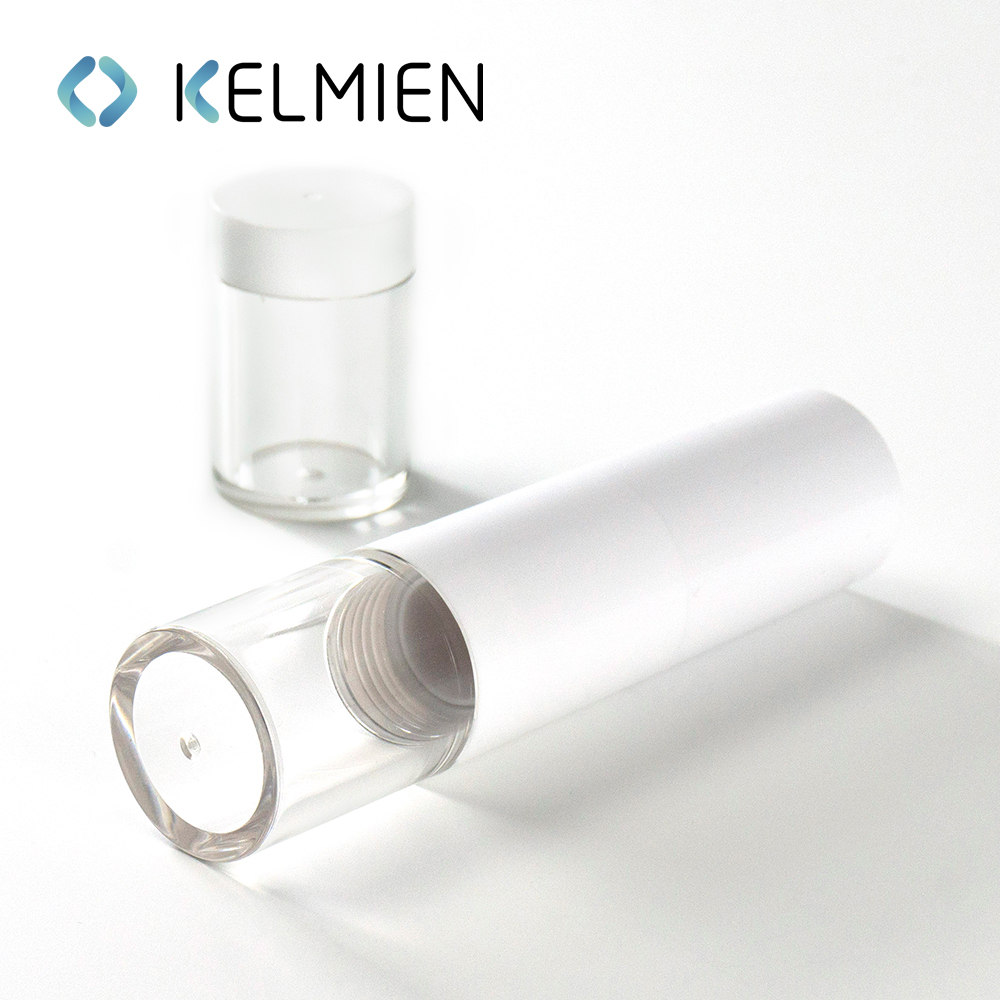
Контейнер для жидкой помады завод
Когда слышишь 'контейнер для жидкой помады завод', первое, что приходит в голову — штамповка типовых решений. А ведь именно здесь кроется главная ошибка новичков: недооценка химической совместимости материалов с пигментами.
Почему геометрия тубуса влияет на рентабельность
В 2022 году мы запустили партию с зауженным носиком — логистика дешевле, но потребитель жаловался на сложность дозирования. Пришлось вернуться к классическому диаметру 4,5 мм, хотя это увеличило транспортные расходы на 7%.
Кстати, о толщине стенок: китайские аналоги экономят на полипропилене, но при перепадах температур такие тубусы дают микротрещины. Наше производство выдерживает -40°C — проверяли в морозильных камерах для поставок в Якутию.
Особенно сложно с матовыми составами: они абразивны, стандартные ёмкости мутнеют через 3 месяца. Пришлось разрабатывать покрытие с добавлением поликарбоната — сейчас тестируем в коллаборации с ООО КэМэй Гуандун Пластиковые Изделия.
Подводные камни автоматизации линии розлива
Итальянское оборудование для фасовки часто не совместимо с российскими контейнер для жидкой помады — разница в допусках всего 0,3 мм, но это парализует конвейер. В прошлом квартале переделали 12 тыс. единиц под спецификации SACMI.
Вакуумные клапаны — отдельная головная боль. При скорости розлива выше 120 единиц/минуту возникает эффект кавитации. Решение нашли случайно: увеличили угол наклона дозатора на 15 градусов.
Сейчас экспериментируем с УФ-стерилизацией прямо на конвейере. Проблема — выцветание прозрачного пластика. Возможно, перейдём на окрашенные заготовки, хотя это удорожает себестоимость на 12%.
Как специфика пигментов диктует выбор материала
С перламутровыми пигментами ПЭТ не работает — миграция частиц через 2 недели. Используем многослойный coextrusion с барьерным слоем, но это требует перенастройки экструдеров каждые 2000 циклов.
Жидкие помады с SPF-фильтрами — вообще отдельная история. Диоксид титана вступает в реакцию с большинством полимеров. Пришлось создавать специальную серию тубусы для помад с кремнийорганическим покрытием.
Кстати, на сайте stkemei.ru есть любопытные кейсы по совместимости — они тестируют на 40+ типах сырья. Их модель T-203 с коническим дном — пока лучшее решение для вязких составов.
Экономика неочевидных решений
Казалось бы, мелочь — антискользящее покрытие. Но именно оно снижает брак при фасовке на 18%. Правда, увеличивает время цикла литья на 0,7 секунды — считайте, стоит ли игра свеч.
Литниковые системы — вот где прячется 30% перерасхода. Перешли на горячеканальную технологию, но для сложных форм это не всегда применимо. Особенно для контейнер для жидкой помады завод с двойными стенками.
Интересно, что ООО КэМэй Гуандун Пластиковые Изделия в этом году внедрили систему рециклинга облоя прямо в цеху — экономия сырья до 40%. Мы пока пробуем повторить на экспериментальной линии.
Почему стандарты — не панацея
ISO 22715 не учитывает российские реалии — например, вибрацию при перевозке по грунтовым дорогам. Пришлось самостоятельно усиливать рёбра жёсткости на крышках.
Маркировка — отдельный кошмар. Лазерная гравировка съедает 23% прибыли, но термотрансферные этикетки отклеиваются при низких температурах. Сейчас тестируем УФ-печать непосредственно на пресс-формах.
Колпачки с фиксатором — кажется, ерунда. Но именно этот элемент снижает количество рекламаций на 31%. Хотя требует установки дополнительных направляющих в транспортной таре.
Что будет завтра: наблюдения с производства
Биоразлагаемые пластики — пока профанация. PLA мутнеет через месяц контакта с маслами. Работаем над гибридным составом с добавлением бамбукового волокна — перспективно, но дорого.
Умные тубусы с NFC — спрос есть, но себестоимость убивает. Хотя для премиум-сегмента уже запускаем пробную партию. Интересно, что крупные бренды готовы платить на 60% дороже за такую опцию.
Возможно, будущее за модульными системами — когда базовый контейнер для жидкой помады дополняется сменными насадками. Но пока не решена проблема стерилизации стыковочных узлов.
Вот такие мысли на бегу. Завтра опыты с новым полимером — если что-то выгорит, допишу.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Выдвижные кисти для макияжа портативный пластиковый порошок пустой бутылки пакет косметический упаковка
Выдвижные кисти для макияжа портативный пластиковый порошок пустой бутылки пакет косметический упаковка -
 Пластиковый корпус косметической упаковки компактная пудреница со смотровым окном индивидуального дизайна
Пластиковый корпус косметической упаковки компактная пудреница со смотровым окном индивидуального дизайна -
 Иридесцентные пустые тубы для туши со щёточкой (литьё под давлением). Прямые оптовые поставки от производителя упаковки для косметики
Иридесцентные пустые тубы для туши со щёточкой (литьё под давлением). Прямые оптовые поставки от производителя упаковки для косметики -
 Круглый литой под давлением пустой пакет коробки случая порошка с зеркалом макияжа
Круглый литой под давлением пустой пакет коробки случая порошка с зеркалом макияжа -
 3,5 г квадратный высокий класс поворотный помада трубки пустой оболочки трубки оптомм
3,5 г квадратный высокий класс поворотный помада трубки пустой оболочки трубки оптомм -
 3.5 г круглый поворотный помада трубки бальзам для губ пустой оболочки трубки оптом
3.5 г круглый поворотный помада трубки бальзам для губ пустой оболочки трубки оптом -
 Косметические упаковочные материалы макияж упаковка оболочки порошок случае формулировки с зеркалом защелки крышка глянцевый УФ консилер пластиковые оболочки
Косметические упаковочные материалы макияж упаковка оболочки порошок случае формулировки с зеркалом защелки крышка глянцевый УФ консилер пластиковые оболочки -
 Квадратная бутылка блеска для губ пробка нектара губ масло пустой пробки цвет косметический пакет OEM пользовательские обработки
Квадратная бутылка блеска для губ пробка нектара губ масло пустой пробки цвет косметический пакет OEM пользовательские обработки -
 Круглые жидкие помады пробирки блеск для губ пробирки глазурь для губ пробирки нектар для губ пустые пробирки макияж пакеты
Круглые жидкие помады пробирки блеск для губ пробирки глазурь для губ пробирки нектар для губ пустые пробирки макияж пакеты -
 6 мл круглый блеск для губ бутылка глазурь губы трубка нектар губы масло пустой трубки цвет косметический упаковка маркировка
6 мл круглый блеск для губ бутылка глазурь губы трубка нектар губы масло пустой трубки цвет косметический упаковка маркировка -
 Круглый 10 мл тушь пустой бутылки трубки с тушью кисть косметический пакет оптовая
Круглый 10 мл тушь пустой бутылки трубки с тушью кисть косметический пакет оптовая -
 Круглые многоцветные контейнеры для рассыпчатой пудры с сеткой (пустые), литьё под давлением, оптовые продажи напрямую с завода
Круглые многоцветные контейнеры для рассыпчатой пудры с сеткой (пустые), литьё под давлением, оптовые продажи напрямую с завода
Связанный поиск
Связанный поиск- Ведущий покупатель пустой косметической упаковки
- Цена пустой двухцветной палитры теней для век
- Пустые тюбики для блеска губ основная страна покупателя
- Лучшие покупатели мини тюбики для бальзама для губ из китая
- Лучшие покупатели дешевых флаконов с сывороткой для туши
- Флакон для блеска губ завод
- Лучшие покупатели знаменитых двухцветных тюбиков помады
- Пустой цветной корпус губной помады производители
- Пластиковые вращающиеся тюбики для помады из китая
- Производители пустых круглых тюбиков для губной помады